Cigarette system based on human-machine interface and servo controller
The MK9-5 / PA8-5 type crimping unit is one of the earlier introduced large quantities of tobacco equipment in China, and it is a product of the British MOLINS company in the 1970s. The electrical system design is complex. The electrical logic and analog control are based on two groups of 8088A microprocessors and consist of 51 exposed special electronic circuit boards. Because the electrical system has been operating for many years, the equipment is aging, and the failure rate is quite high, causing many unnecessary losses to the manufacturer. Our factory decided to select Fuji man-machine interface and programmable controller with excellent cost performance and Lenz servo controller to completely reform the system after combining the actual situation on site and after a lot of investigation and research.
1. Hardware composition
1. Human-machine interface
Choose Fuji UG220H-LC4, 5.7-inch STN monochrome eight-level grayscale, can communicate directly with the PLC of 26 manufacturers (it is because of its strong compatibility that this product was decided to choose), its programming method is simple and easy to learn, even if there is no professional Knowledge can also be quickly mastered. It can directly communicate with multiple temperature control meters and inverters, and can be connected to Ethernet and directly drive commercially available printers. The waterproof rating of the front panel reaches IP65, and the operating temperature of 0-50 degrees Celsius can fully meet the industrial site. The product models are complete from 5.7 inches, 7.7 inches, 10.4 inches to 12.1 inches, monochrome, color, STN, TFT.
2. Programmable controller
Choose Fuji NB1U56R-11 (host 56 points) and NB1W56R-11 (expansion 56 points), the compact input and output points of this model can be freely combined, and the input / output points can be adjusted by simply plugging and unplugging the relay. And its host can also be compatible with NB2 series expansion, and can also bring analog modules. Its all-Chinese programming environment makes programmers easy to understand.
3. Servo controller
Use the German Lenz servo controller.
Due to space limitations, this article only introduces the human-machine interface, and other experts are invited to advise after the appropriate time is published.
Second, the software implementation
Through its special programming software UG00S-CW, configure, debug and download it to the man-machine interface on the computer, and it can be operated and displayed after connecting the communication cable. When the man-machine interface is running, the PLC is read and transmitted by its own program, and there is no need to worry about the introduction of it to affect the PLC scan cycle. For the process flow of MK9-5 / PA8-5 unit, the system introduces the man-machine interface functions as follows: The system screen is divided into monitoring screen, parameter modification screen, jog test screen, PLC configuration screen, statistics and help screen. section. The operation of these five parts is achieved through the five keys of F1-F5 on the man-machine interface to achieve the operation of turning the screen, while not affecting other functions of F1-F5 (such as adjusting the brightness of the backlight) as shown in Figure 1. Fuji man-machine interface itself has a powerful programming instruction-macro instructions, all pop-up alarm menu programs of this system are completed by the man-machine interface itself.

1. F1 monitoring screen
The man-machine interface automatically enters this screen after power-on. At this time, it is controlled by the PLC, and information displays on the screen in chronological order, as shown in Figure 2:
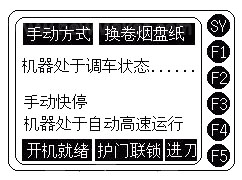
When the host power is turned on, as long as the host's operating conditions are not met, the message "Ready to start" will appear in the lower left corner of the screen. When the "Start" button is pressed and the host's operating conditions are still not met, "Ready to start" will flash continuously 3 Seconds, an alarm box will pop up when you touch this area at this time, prompting the occurrence of failures such as: installation tray failure, paper tractor failure, oil blockage ... At the same time display the cause of the failure and the way to eliminate it. If multiple faults occur at the same time, an alarm message will appear in the order of the time when the fault occurred. If the shunting button is engaged on the screen, there will be a horse-style message that “the machine is in the shunting state, please pay attention to safetyâ€. If an alarm occurs during normal operation of the device, an alarm message will pop up on the main screen at any time.
2. F2 operation and parameter modification screen
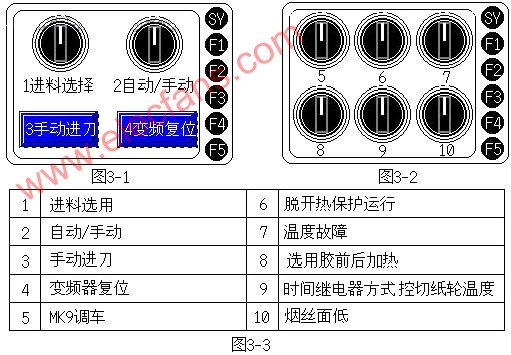
This screen has a total of 6 screens, manual control can change the state of the screen switch and button, and modify the process parameters. When entering the parameter change screen, you need to type the correct level password to modify the screen. The operation screen is shown in Figure 3:
When the PLC is powered off, the above 1-6 items will be reset by the intermediate relay (M) control, and the 7-10 items will be controlled by the latching relay (L) to maintain the original state. Only the manual trigger can change its corresponding state.
32 parameters such as high-speed brake, low-speed brake, barrel time, feed nozzle, paper feed, and tipping paper rejection are set in the operation modification screen. The following is the barrel time and feed nozzle count (automatic paper feed control at startup) Instructions, as shown below:
3. F3 jog test screen
Test all the output points and part of the input points of the PLC. To realize its function, you need to add a test program to the main program of the PLC operation. First, all the main programs are turned off, and all output points are reset to the OFF state. There are prompt messages on the machine interface. After the test is completed, press the "OK" button to return to the main program. This function is very convenient for PLC to perform device inspection.
4. F4 PLC configuration screen
Monitor the ON and OFF states of the 112 input and output points of the PLC.
5. F5 statistics, help screen
This screen makes statistics on production output, material consumption, high-speed running time and downtime, and can print in real time if necessary. At the same time, the man-machine interface introduces the operation method and maintenance precautions of the equipment in detail. The message board function has also been added to the screen, which is convenient for recording and use when handing over shifts.
This system is a single PLC and a single man-machine interface to communicate in a 1: 1 way, a single man-machine interface can also communicate with multiple PLCs (1: N), this method is suitable for multiple relatively independent stand-alone In the case of a unit, such as packaging machinery in the tobacco industry; multiple human-machine interfaces can also communicate with a single PLC (N: 1). This method is suitable for equipment that occupies a large area and is controlled by a single PLC, such as Tobacco industry's silk-making equipment makes it possible to monitor the operation of the equipment in multiple places.
3. Conclusion
Since the system has been in use for one year, the operation of the equipment is stable and reliable, which greatly reduces the failure rate, so that the level of automation control has risen to a new level, and has great promotion value.
Array Speakers,Line Array Speaker,Linear Array Loudspeaker,Linear Array Loudspeaker System
The ASI Audio Technology Co., Ltd , https://www.asi-sound.com